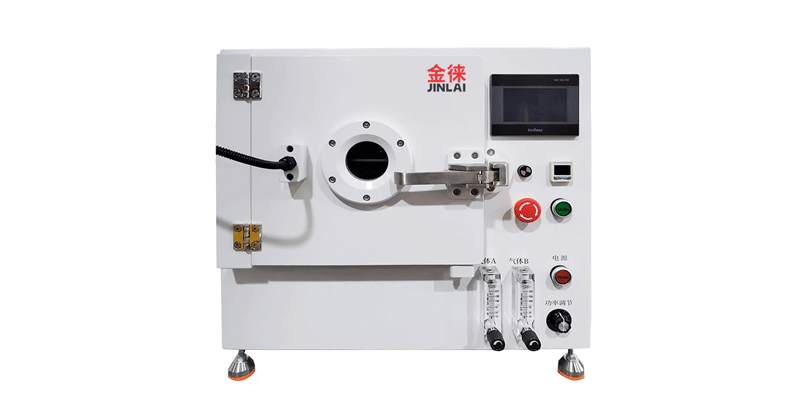
PL-DW40 真空等离子清洗机不锈钢舱:300mm x 300mm x 450mm容量:40L加工过程:手动和自动控制电源:300W电源:AC380V射频电源:主频13.56MHz外观型号柜体:不锈钢门:铝合金。将等离子处理器技术引入封装工艺可以显着提高封装可靠性和良率。目前,铝合金氧化斑点处理方法组装技术的趋势主要是SIP、BGA、CSP封装,使半导体器件更加模块化、高集成化、小化方向。的发展。

2.提高金属表面的耐腐蚀性钢合金经过等离子处理以提高摩擦和耐腐蚀性。离子同时从各个方向注入样品,铝合金氧化了怎么处理没有视线限制,让您可以处理复杂形状的样品。冷等离子技术用于在金属表面涂上聚对苯二甲酸乙二醇酯,在铝表面涂上铝合金。这些技术主要用于保护航空航天器的金属表面。 3、提高金属硬度和耐磨性能。等离子体浸没离子注入的初步应用研究主要是利用氮等离子体处理金属材料的表面。
40.5kHz的自偏压约为1050V,铝合金氧化了怎么处理13.46MHz的自偏压约为250V,20MHz的自偏压低,这三种激励频率的机理不同。该反应具有两种物理性质。 20MHz有物理反应,但主要反应是化学反应。型腔材料选择:常用的型腔材料有:石英腔体、不锈钢腔体、铝合金腔体,这三种腔体各有优势:石英腔体温度低,不易反应。 ..铝型材的优点: 1.铝型材因其密度小、强度高而优于钢,并具有优良的机械加工性。
结果表明,铝合金氧化了怎么处理经过等离子射流清洗后,样品的表面接触角显着降低,亲水性显着提高。固体表面的润湿性取决于其化学成分(或表面自由能)和微观结构(或表面粗糙度)。用常压等离子表面处理机射流清洗后,铝合金表面可自由强化。这主要是由于等离子体中的 N 碱性粒子、表面氧原子及其活性物质的氧化。等离子表面。常压等离子表面处理机工艺对船体钢的表面粗糙度影响不大。
铝合金氧化斑点处理方法

. 13.56MHz产生的既有物理反应,又有化学反应,20MHz也有物理反应,但最重要的反应是化学反应。需要以 13.56MHz 或 20MHz 的等离子清洗来激活和修改材料。型腔材料的选择 常见的型腔材料有石英型腔、不锈钢型腔和铝合金型腔,各有其优点。石英腔体较冷且抗反应。铝合金型腔的优点: 1.铝合金密度低,强度高,性能优于优质钢,具有更好的加工性能。 2、铝具有优良的导电性、导热性和耐腐蚀性。
1.涂装前对铝合金表皮进行等离子处理。航空制造业使用的蒙皮一般采用铝合金材料。为提高密封性能,盖的受压部分一般采用丁腈制成。橡胶硫化工艺制造的围裙。但橡胶硫化后,粘合剂溢出,沾染漆面,漆面附着力变差,涂漆后易脱落。涂装前等离子清洗机处理提高了涂层的附着力,符合航空涂装的标准要求。 2.航天电连接器在航空航天领域,对电连接器的要求往往非常严格,绝缘体与密封件之间的耦合作用很低,容易发生泄漏,影响其耐压值。我有。
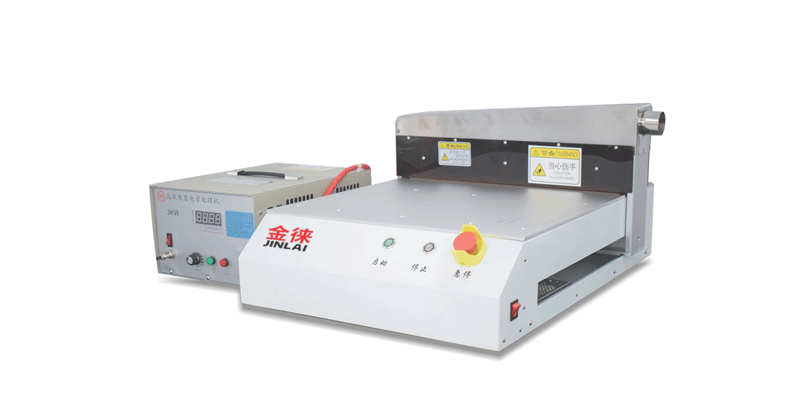
可以使用达因测试笔值的增加或减少范围来确定精确的表面能(达因水平)。。我们将分析宽等离子发生器的工作原理和主要部件。宽幅等离子发生器由等离子动力主机、传动机构、速比、操作模块组成。它通常用于以下目的:喷涂pe和硅橡胶电缆。硅胶密封条预处理可以提高打码油墨与打码层的结合强度,提高产品质量。宽幅等离子发生器是一种在线处理设备,可以对材料进行快速、连续的表面改性,是一种快速、环保、节能的绿色表面处理工艺。
金属电极的尺寸通常决定了等离子系统的总体积。在金属电极平行排列的等离子表面处理设备中,金属电极通常用作托盘,大的金属电极可以一次清洗更多的零件,提高了设备的运行效率。。事实上,与理想的半无限连续光滑表面相比,粗糙和小的凸起也很常见。其相应的结构还显示了局部表面等离子体,这是纳米粒子的另一种结构形式。各种形状和粗大结构的金属颗粒以局部等离子体为主。

铝合金氧化斑点处理方法
等离子表面处理对ITO薄膜的影响使用核显微镜,铝合金氧化斑点处理方法检测氧等离子体处理对ITO薄膜的微观表面跟踪和微观区域电功能,以及ITO薄膜的表面跟踪和导电功能的影响。并从微观角度考虑了氧等离子体处理对ITO薄膜的影响。氧等离子体处理后,ITO薄膜的平均粗糙度由4.6nm下降到2.5nm,薄膜得到改善,但氧等离子体处理后,ITO薄膜存在,使得ITO薄膜的导电功能显着减少。表面被进一步氧化以减少ITO膜表面上的氧孔。
利用等离子技术实现产品外壳的等离子、喷涂、电镀泥浆清洁剂提供清洁和活化作用,铝合金氧化斑点处理方法以改善材料的表面性能。。判断方法——等离子清洗后产品或材料的治疗效果?接下来,我们将介绍如何判断等离子清洗后的产品和材料的加工效果。此外还有著名的落角(接触角)测试仪。达因笔,还有其他方法吗?水滴角测试水滴角测试是检测等离子体是否对产品有加工作用的一种方法。落角仪(接触角仪)是测量等离子体对产品加工影响的有效方法。
77827782